Hvad er processen, anvendelsen og fordele ved formning af plastsprøjtning?
Processtrøm
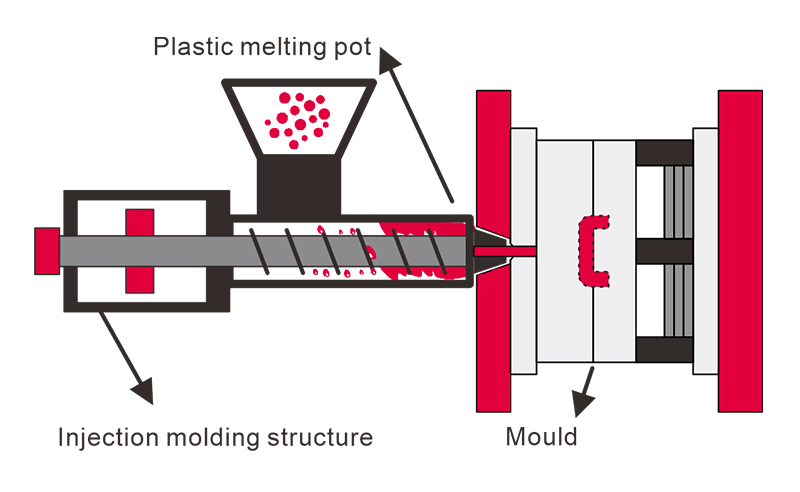
Støbning af plastisk injektionProces består af syv trin: tørring, smeltning, injektion med højt tryk, trykholdning og krympningskompensation, afkøling og indstilling, formåbning og udkast og efterbehandlingskvalitetskontrol.
Plastiske råmateriale -pellets skal affugtes. Materialer som nylon skal tørres ved 80-130 ° C i 4-8 timer for at forhindre bobler.
Plastiske råvarer opvarmes og smeltes i tønden. Temperaturen varierer for forskellige materialer: PP: 160-175 ° C, PC: 270-300 ° C. Skruen i tønden roterer for at sikre ensartet strømning.

Plastmeltet injiceres i det lukkede formhulrum ved 70-150 MPa for at fylde formen.
Opretholdelse af maskintryk for at kompensere for afkøling af krympning kræver præcis kontrol af holdetiden for at forhindre synke -mærker.
Afkøling og indstilling tager 70-80% af hele injektionsstøbningscyklussen. Formtemperaturen styres mellem 40 og 120 ° C for at sikre, atPlastiske deleAfkøles jævnt og skæv ikke.
En mekanisk ejektor eller robotarm fjerner produktet for at undgå overfladeskader.
Arbejdstagere fjerner ekstra plaststykker og kontrollerer, hvor godt plastikprodukter fungerer og passer sammen.
Applikationer
Plastiske injektionsdelebruges i forskellige brancher.
Daglige nødvendigheder: Denne injektionsstøbningsproces er hurtig og omkostningseffektiv. Eksempler inkluderer bordservice, opbevaringsbokse og legetøj.
Automotive dele: Komplekseformede produkter inkluderer instrumentpaneler, forlygterdæksler og udluftningskanaler.
Elektronisk og elektrisk:InjektionsstøbningMed en nøjagtighed på ± 0,1 mm inkluderer produkter såsom mobiltelefonsager, tastaturnøgler og stik.
Medicinsk udstyr: Produkter, der kræver sterilitet, inkluderer sprøjtehylster og kirurgiske instrumentkomponenter.
Industriel: plastprodukter med høj styrke inkluderer gear, rør og ventiler.

Fordele
- DeplaststøbningProces kan bruges med materialer, herunder PP, ABS, PC, PA, PE og PLA.
- Vi tilbyder PP -engangsbord, PLA -telefonsager ogTPR spiky kugler.
- Huaner kan lave komplekse dele med tråde og brugerdefinerede huller. Det kan opfylde alle kundebehov.
- Udnyttelseshastigheden for plastikmateriale er over 95%, og løbermaterialet kan genanvendes.
- DeBrugerdefineret injektionsstøbningProcessen kan producere hvert stykke på kun få sekunder.
- Vores dimensionelle tolerancer opfylder GB14486-2008-standarden.